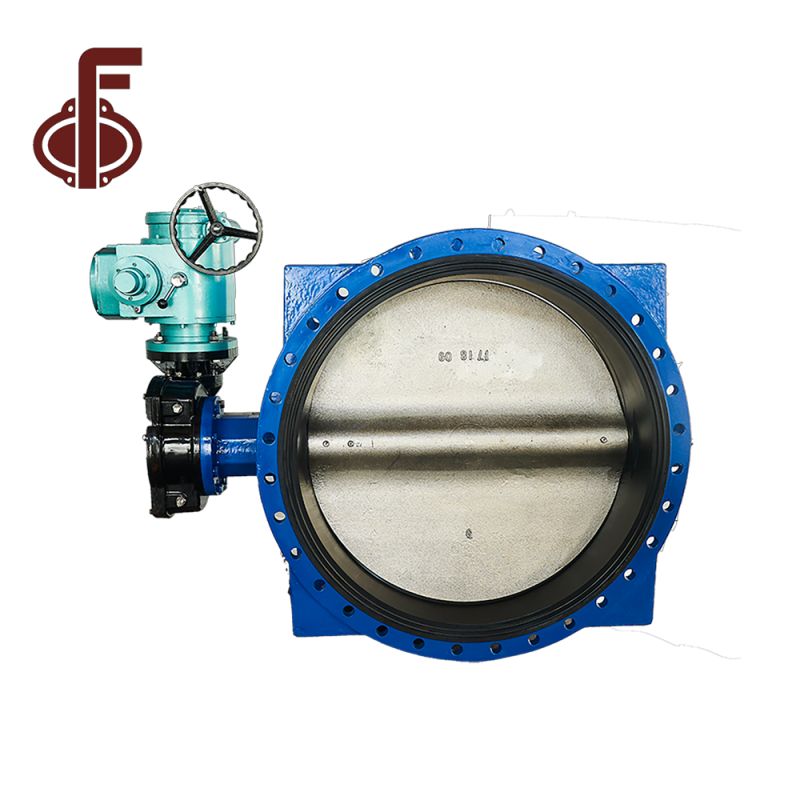



बड़े व्यास वाले इलेक्ट्रिक फ्लेंज बटरफ्लाई वाल्व



उत्पाद विवरण
| आकार, दबाव रेटिंग और मानक | |
| आकार | डीएन40-डीएन4000 |
| दाब मूल्यांकन | पीएन10, पीएन16, सीएल150, जेआईएस 5के, जेआईएस 10के |
| आमने-सामने यौन संचारित रोग | एपीआई609, बीएस5155, डीआईएन3202, आईएसओ5752 |
| कनेक्शन एसटीडी | PN6, PN10, PN16, PN25, 150LB, JIS5K, 10K, 16K, GOST33259 |
| ऊपरी निकला हुआ भाग मानक | आईएसओ 5211 |
| सामग्री | |
| शरीर | कच्चा लोहा (GG25), नमनीय लोहा (GGG40/50), कार्बन स्टील (WCB A216), स्टेनलेस स्टील (SS304/SS316/SS304L/SS316L), डुप्लेक्स स्टेनलेस स्टील (2507/1.4529), कांस्य, एल्युमिनियम मिश्र धातु। |
| डिस्क | डीआई+एनआई, कार्बन स्टील (डब्ल्यूसीबी ए216), स्टेनलेस स्टील (एसएस304/एसएस316/एसएस304एल/एसएस316एल), डुप्लेक्स स्टेनलेस स्टील (2507/1.4529), कांस्य, डीआई/डब्ल्यूसीबी/एसएस पर एपॉक्सी पेंटिंग/नायलॉन/ईपीडीएम/एनबीआर/पीटीएफई/पीएफए की कोटिंग। |
| तना/शाफ़्ट | SS416, SS431, SS304, SS316, डुप्लेक्स स्टेनलेस स्टील, मोनेल |
| सीट | एनबीआर, ईपीडीएम/आरईपीडीएम, पीटीएफई/आरपीटीएफई, विटन, नियोप्रीन, हाइपलोन, सिलिकॉन, पीएफए |
| झाड़ी | पीटीएफई, कांस्य |
| ओ रिंग | एनबीआर, ईपीडीएम, एफकेएम |
| गति देनेवाला | हैंड लीवर, गियर बॉक्स, इलेक्ट्रिक एक्चुएटर, न्यूमेटिक एक्चुएटर |
उत्पाद प्रदर्शन






उत्पाद लाभ
वाल्व के बॉडी साइड पर मार्कर प्लेट लगी होती है, जिससे इंस्टॉलेशन के बाद इसे आसानी से देखा जा सकता है। प्लेट SS304 मटेरियल की बनी होती है और इस पर लेजर मार्किंग की जाती है। इसे फिक्स करने के लिए स्टेनलेस स्टील रिवेट का इस्तेमाल किया जाता है, जिससे यह साफ-सुथरा और मजबूती से लगा रहता है।
बोल्ट और नट एसएस304 सामग्री से बने होते हैं, जिनमें जंग से बचाव की उच्च क्षमता होती है।
वाल्व का हैंडल नमनीय लोहे से बना है, जो सामान्य हैंडल की तुलना में अधिक जंगरोधी है। स्प्रिंग और पिन एसएस304 सामग्री से बने हैं। हैंडल का आकार अर्धवृत्ताकार है, जिससे छूने में अच्छा लगता है।
बटरफ्लाई वाल्व पिन मॉड्यूलेशन प्रकार का होता है, जो उच्च शक्ति, घिसाव-प्रतिरोधी और सुरक्षित कनेक्शन प्रदान करता है।
नॉन-पिन स्टेम डिज़ाइन में एंटी-ब्लोआउट संरचना अपनाई गई है, वाल्व स्टेम में डबल जंप रिंग का उपयोग किया गया है, जो न केवल इंस्टॉलेशन में होने वाली त्रुटि को दूर कर सकता है, बल्कि स्टेम को उड़ने से भी रोक सकता है।
ZFA के प्रत्येक उत्पाद में वाल्व के मुख्य भागों के लिए सामग्री रिपोर्ट होती है।
ZFA वाल्व बॉडी में ठोस वाल्व बॉडी का उपयोग किया जाता है, इसलिए इसका वजन सामान्य प्रकार की तुलना में अधिक होता है।
इस वाल्व में एपॉक्सी पाउडर पेंटिंग प्रक्रिया का उपयोग किया गया है, पाउडर की मोटाई कम से कम 250um है। वाल्व बॉडी को 200℃ के नीचे 3 घंटे तक गर्म किया जाना चाहिए, और पाउडर को 180℃ के नीचे 2 घंटे तक जमने दिया जाना चाहिए।
प्राकृतिक रूप से ठंडा होने के बाद, पाउडर की चिपकने की क्षमता सामान्य प्रकार की तुलना में अधिक होती है, जो 36 महीनों तक रंग परिवर्तन न होने की गारंटी देती है।
न्यूमेटिक एक्चुएटर्स में डबल पिस्टन संरचना का उपयोग किया जाता है, जो उच्च परिशुद्धता, प्रभावशीलता और स्थिर आउटपुट टॉर्क प्रदान करता है।
बॉडी टेस्ट: वाल्व बॉडी टेस्ट में मानक दबाव से 1.5 गुना अधिक दबाव का उपयोग किया जाता है। यह परीक्षण स्थापना के बाद, वाल्व डिस्क के आधे बंद होने की स्थिति में किया जाना चाहिए, जिसे बॉडी प्रेशर टेस्ट कहा जाता है। वाल्व सीट में मानक दबाव से 1.1 गुना अधिक दबाव का उपयोग किया जाता है।
विशेष परीक्षण: ग्राहक की आवश्यकता के अनुसार, हम आपकी जरूरत के अनुसार कोई भी परीक्षण कर सकते हैं।
सबसे ज्यादा बिकने वाले उत्पाद














